STACK模具的双层模具
有一个称为STACK模具的模具系统。
普通模具有一个型腔和一个型芯部分,而STACK模具有两个型腔和两个型芯部分。
在两个型腔之间有一个流道,树脂可以从这里流入两个型腔和型芯。
简而言之,它就是双层的构造,由于可以在正面和背面放置正常的模具布局,因此可以制造出几乎两倍数量的模具。
与下面的照片感觉差不多,这是一个超级特殊的模具。
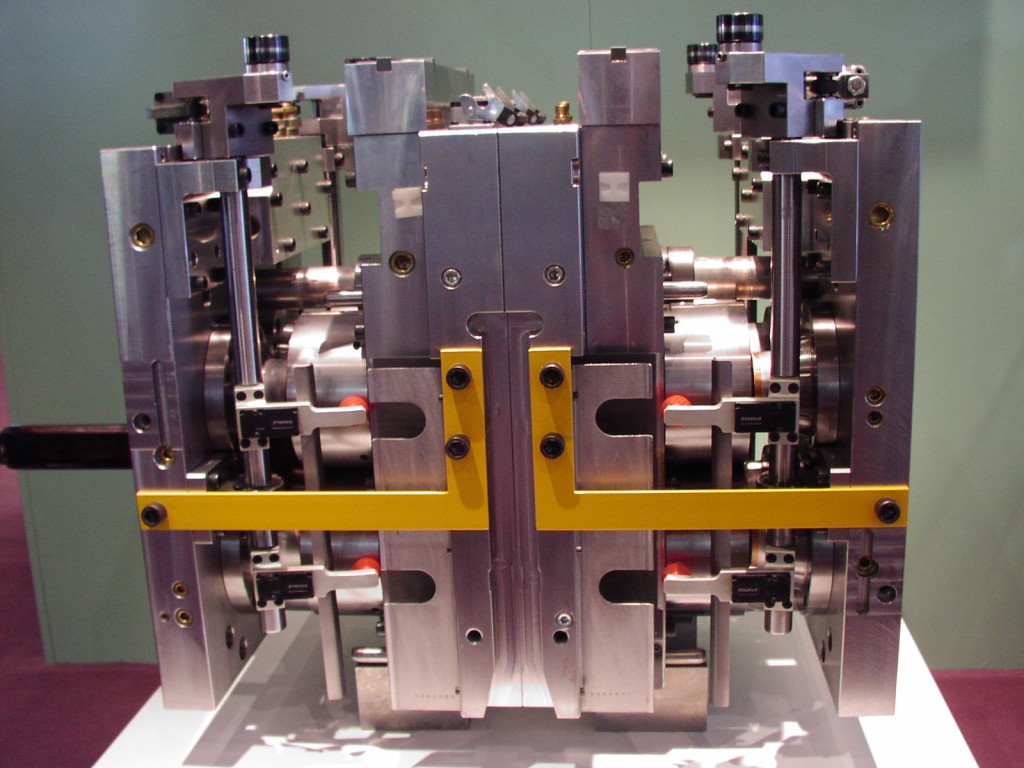
照片是几年前在德国K展上看到的阀门浇口STACK模具的一部分的切割模型。
在完成形的模具中,照片上方构成了同样的东西,被认为有接受来自成形机的射出喷嘴的树脂入口,所以只要理解为热半场的一部分切割模型就可以了。
作为来自成型机的树脂的流动,可以想象成形机的射出喷嘴是从左右侧方的哪一个(因为模具上方的情况不明)射出,树脂被分成上下的流路,从各个阀门向产品部填充树脂使产品被成形的模具结构。
因为热流道部分是由加热器加热的,除去热流道部分向模具整体的热传导有必要做出限制。
可以看到起到这个作用的是照片中左右两侧圆盘状的立管推杆。

阀门浇口的结构也很清楚。
具有这种复杂和精密结构的阀门浇口结构的STACK模具,以及两板直接浇口的冷流道模具,都被统称为「模具」。
人们经常谈论「模具成本很高。」如何使产品创造价值?永远是关键。
根据其价值去考虑模具的成本是高还是低?我们成型制造商还需要有一个能够理解其价值的演示稿。
这样的照片也许会对提供价值有所帮助。

以前的STACK模具
在ASKA公司(现在的关西工厂)发现了一张旧照片,可以了解STACK模具更换途中的样子。
令人怀念的百年印刷。
日期是1986年8月也就是34年前,在1984年左右,弊公司制作了加拿大HUSKY的44个阀门浇口规格的STACK模具并进行生产。
44个是奇怪的数字吧。由于工作侧为24个,固定侧延伸到浇口结构成为模具中心位置的热半部分,所以固定侧产品部分的面积受到限制,为20个。
加拿大HUSKY在当时的日本HUSKY公司品牌模具的是由岐阜HUSKY公司销售的。
本公司的注塑机也是HUSKY,是和模具配套的注塑机。
像照片中所看到的把模具装到注塑机上的时候,先把注塑机的拉杆抽掉,模具装好后再把拉杆插回模具,拉杆也起到了模具的导销作用,是一种非常厉害的结构。
这是当今无法想象的大规模生产型专用生产体系。在使二层模具的两面模具的开闭动作同步的机构中,在照片中清楚地看到了L字形的曲柄以热半部为中心的结构。
阀门浇口是一种通过气缸在熱半部的顶面上进行操作的结构。

STACK模具的不利之处
STACK模具的不利因素之一是树脂的流路很长。
因此会有热流道特有的黑色异物的困扰。
感觉很难满足当今日本市场的质量要求。
如果要问现在重新要在公司做STACK模具吗?我的感觉是如果不具备足够的条件的话很难做出判断。
下面的照片是HUSKY的注塑机。
这是一台非常大的机器,电能消耗也很大。
注射机构采用预柱塞方式,总之是以高速成形为目标的规格。
边看照片边回顾当时可能是构筑了公司的高速成型技术的基础的时代。
顺便提一下敝公司现在的高速成型是4秒/次的速度运行。